 Precision Manufacturing Co., Ltd.")







이것은 영국 고성능 제동 고객을 위한 브레이크 벨 프로젝트였습니다.
때로는 시스템에 따라 브레이크 디스크 모자 또는 벨 하우징이라고도 합니다.
재질은 6082-T6 단조 알루미늄이었습니다.
언뜻 보면 특별한 것은 없지만 도면을 정의하는 방식에서 까다로운 부분이 나왔습니다.

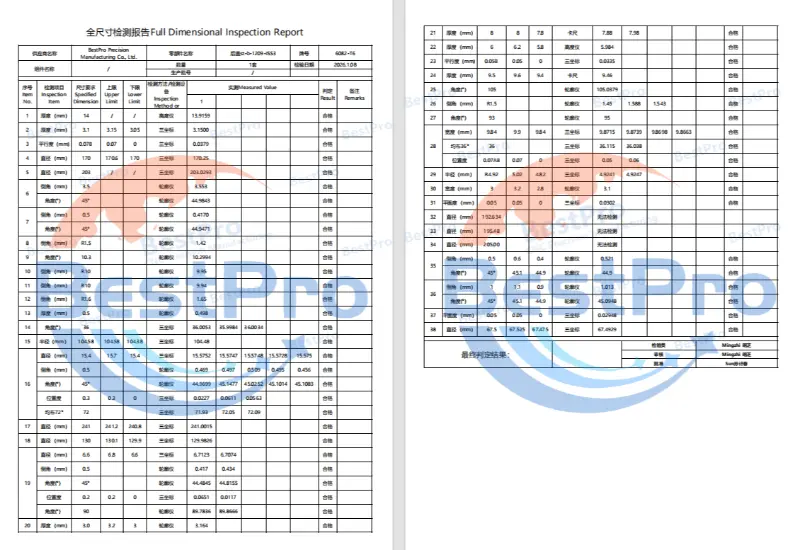
도면에는 "가공된 치수"가 표시되지 않았습니다.
하드 아노다이징 후 최종 치수를 제공했습니다.
그래서 우리는 크기에 맞게 가공해서 보낼 수 없었습니다.
우리는 거꾸로 생각해야 했습니다. 기본적으로 양극 산화 처리가 얼마나 증가할지 추정한 다음 절단을 시작하기도 전에 모든 가공 치수를 조정했습니다.
게다가 코팅 두께도 매우 일정하게 유지되어야 했습니다. 평균값뿐만 아니라 부품 간 안정성도 보장됩니다.
우리는 단조 6082 블랭크부터 시작했습니다.
그 다음에CNC 가공모든 기능적인 얼굴에 대해.
우리는 대량 생산에 돌입하지 않았습니다. 첫 번째 단계는 형상을 안정시키는 것이었습니다.
어떤 시점에서는 고객이 약 150°C의 작동 온도를 언급했기 때문에 열이 발생했을 때 어떻게 작동하는지 확인했습니다.
모든 배치에는 기록이 있었습니다. 화려한 시스템은 아니고 실용적인 추적입니다.
고객이 초기 단계에서 자체 인장 테스트를 수행했기 때문에 우리는 단조 제품에 대한 재료 보고서도 보관했습니다.
샘플 승인 후 첫 번째 생산 배치가 배송되었습니다.
아노다이징 처리 후 핏이 양호했고, 고객 측의 주요 관심사였던 조립 중 예상치 못한 편차도 없었습니다.
비고 이런 브레이크 벨 부품은 단순해 보이지만 표면 처리 후 공차가 정의되면 모든 것이 체인 문제가 됩니다. 단조, 가공, 코팅이 모두 서로 영향을 미칩니다.











